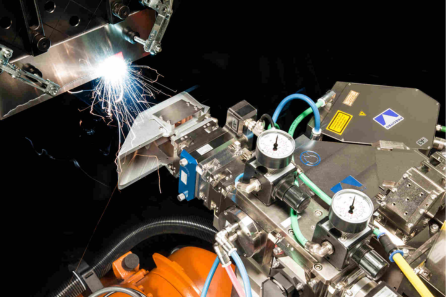
Laserové svařování kovů je metoda spojování materiálů, při které dochází k natavení kontaktní plochy svařovaných materiálů za pomoci laserového paprsku. Dle aplikace je možné svařovat rozdílné materiály s odlišnými tloušťkami nebo díly s různou šířkou svařovací spáry. Navíc je možné přidávat materiál, i když to většina aplikací nevyžaduje. Pro zvýšení kvality svaru se do procesu implementují různé typy detektorů a korekčních zařízení se zpětnovazebnou smyčkou. Laserové svařování je typicky robotizovaná aplikace, která je velice přesná a produkuje svary vysoké kvality s malou tepelně ovlivněnou zónou.
Laserové svařování kovů
Výhody
Laserové svařování
- Vysoká přesnost a rychlost
- Malá teplotní ovlivněná oblast
- Vysokopevné svary
- Svary bez znečištění
- Využití pro různé materiály a tloušťky
LWM and Seam Inspection
- Reprodukovatelná kvalita laserového svařování
- Real time korekce dráhy svařování
- Real time korekce parametrů svařování
- Zkrácení procesního času
- Odstranění nepořádku
- Není nutná dodatečná kontrola kvality po procesu svařování
Metoda wobbling
Pro zlepšení kvality svaru se využívá několik metod. Při metodě wobbling se využívá rozmítání svazku kolem svařovací trajektorie robota. Tato metoda umožní dosáhnout pevnějších svarů, lepší kontroly nad svarovou lázní a snížit požadavek na přesnost přípravkování bez nutnosti implementace nástrojů na korekci pohybu robota, jedná se o relativně levné řešení s rychlou návratností.


Metoda Brightline weld
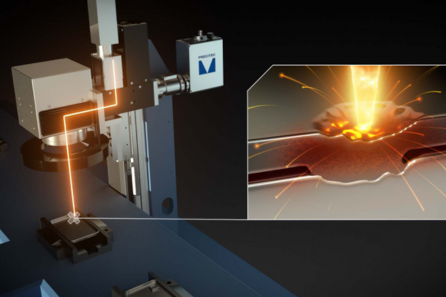
Při využití metody Brihgtline weld, která kontroluje rozložení energie v laserovém procesním bodu (tzv. spotu), dochází k eliminaci prskanců kolem svaru, a to díky kontrole morfologie (tzv. “keyhole”). Keyhole je oblast svarové lázně, kde vzniklá plazma a kovové páry, které vytlačují kapalnou fázi do stran, a dovolují tak laserovému paprsku penetrovat do mnohem větší hloubky. Technologie Brihgtline weld “keyhole” mírně rozšiřuje a zlepšuje odvod par. Díky tomu je možné minimalizovat porozitu ve svaru a prskance na povrchu s použitím pro materiály až do 25 mm.
Technologie Weldmaster
Díky technologii Weldmaster 4.0 od Precitec je možné laserový svazek dopravit vždy na požadované místo. Pro poziční přesnost se využívá pomocný laserový paprsek a kamerový detekční systém pro nalezení hran a spár. Automatickým zaměřování spáry zákazník získává vždy přesný svar nezávisle od přesnosti trajektorie robota či přesnosti přípravku. Technologie zaručuje také dokonalé rozložení energie při svařování dílů s různou tloušťkou nebo teplotou tání. Dá se využít také pro nalezení hran při laserovém odjehlování velkých obrobků.
Vyhodnocování kvality svaru
Pro kontrolu kvality svaru přímo během svařování se využívá technologie LWM 4.0. Tato technologie je schopna nalézt a označit defekty ve svaru a vyhodnotit jestli je finální kus OK nebo NOK. LWM technologie pomáhá technologům vyhodnotit zdroje chyb, jakými jsou například špatná pozice dílu, kontaminovaný povrch, nedostatečný průvar, výpadek ochranné atmosféry nebo svarové defekty. Průběžná kontrola v každém bodě svaru zaručuje, že žádný zmetek nezůstane nedetekován a výstupní kontrola se výrazně zkrátí. Tato technologie také ukládá všechna požadovaná data tak, aby byl každý svar dokumentován a každý díl byl jednoduše dohledatelný.
Vybrané realizace
V tomto projektu jsme úspěšně implementovali technologii laserového svařování pro svařování pohledových koncovek výfukové soustavy.
